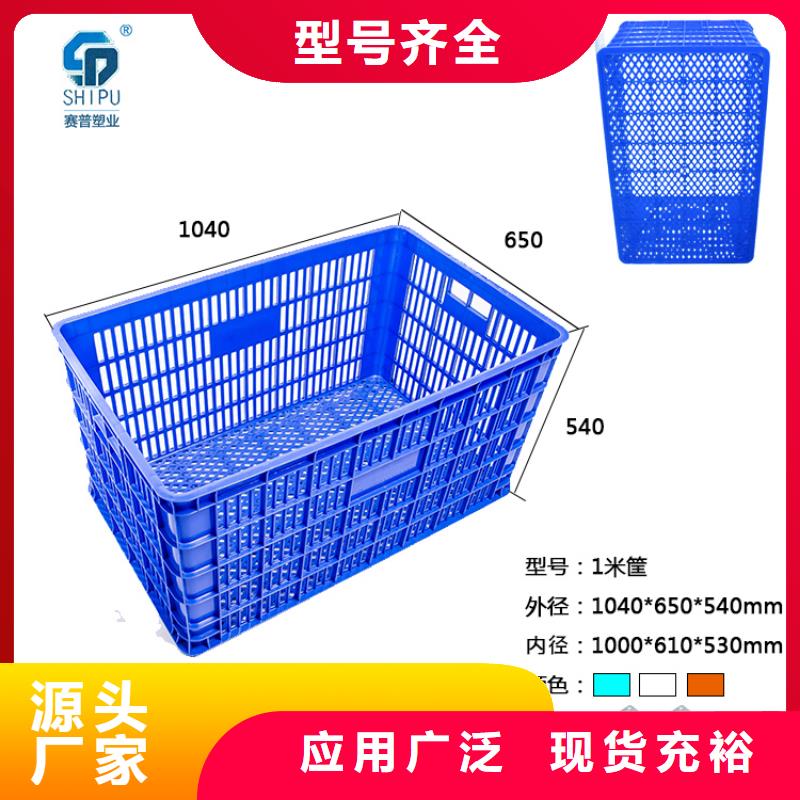



塑料周转箱是选用具有高冲击强度的HDPE(低压高密度聚乙烯)和PP(聚丙烯)为原料注塑而成的一类物流通气,它具有用途广泛,方便零件周转便捷、堆放整齐,便于管理等特点,是物流流通企业不可或缺的设备之一。
塑料周转箱上都有不少的开孔,且呈竖直长条状。原因揭秘:
塑料周转箱的开孔都为竖直长条孔,两侧的手孔除外。这种竖直长条孔的承重能力强,箱壁开孔率可以达到35% -40%,大大地节省了塑料原料,减低了包装成本。
开孔与通风
塑料周转箱的包装设计开孔率比较高,所以通风换气是绝无问题的。对于强制通风的差压预冷,塑料周转箱的箱型就有所选择。如斜形塑料铁耳箱,由于箱底部之间的空隙较大,则差压预冷的内外压力差很难形成,所以不宜采用。
箱底的开孔问题:
塑料周转箱箱的箱底一般都和箱侧面一样开成长条形孔洞,表面看这样的开孔有利于产品的上下换气和沥水,实际上,不同用途的塑料箱应该有不同的开孔设计。长途运输的周转塑料箱,底部如果有开孔,又没有衬垫物在箱底作垫,下层接触箱底的部分必然受压变形和损伤。而衬垫物的费用往往不低,所以不如箱底设计为一块平板,没有任何开孔为妙。


塑料周转箱成型后为什么会出现尺寸缩小的现象
众所周知,塑料周转箱是企业进行短途物流运输的重要工具,它的广泛应用有效的提高了企业的物流运转效率。我们在生产塑料周转箱时,有时会遇到周转箱成型后收缩以致尺寸缩小的状况。那么,导致这种现象的原因又有哪些呢?
从生产工艺方面看:增加注射压力,保压压力,延长注射时间。对于流动性大的塑料,高压会产生飞边引起塌坑应适当降低料温,降低机筒前段和喷嘴温度,使进入型腔的熔料容积变化减少,容易冷固。
从注塑模具方面看:多浇口模具要调整各浇口的充模速度, 对称开设浇口。模具的关键部位应有效地设置冷却水道,保证模具的冷却对或减少收缩起着很好的效果。整个模具应不带毛刺且具有合模密封性,能承受高压、高速、低黏度熔料的充模。
从注塑设备方面看:供料不足,注塑机螺杆或柱塞磨损严重,注射及保压时熔料发生漏流,降低了充模压力和料量,造成熔料不足。喷嘴孔太大或太小。太小则容易堵塞进料通道,太大则将使射力小,充模发生困难。
从原料本身看:原料太软易发生凹陷,有效的方法是在塑料周转箱注塑过程中加入成核剂以加快结晶。



赛普塑料制品有限公司是一家集研发、生产、销售、施工及售后服务于一体的稳步快速发展的专业化 贵州贵阳PE加药箱厂家,总部设立于重庆市德感工业园区石稻路1888号。在打造 贵州贵阳PE加药箱品牌文化的同时,公司坚持用企业文化企业核心竞争力,使企业在发展中树立起良好的社会形象。“行远必自迩、追求无止境”,始终坚持质量稳定、服务周到、全程一体化服务于全国各地 贵州贵阳PE加药箱消费者。


塑料周转箱的作用很多,不仅是在体现在平时的仓储中,而且在运输中也很常见,存储方便,易搬运,好堆放,能够很大程度上节省空间。塑料周转箱常常搭配其他的物流容器和工位器具使用,用于各类仓库、生产现场等多种场合,更加广泛用于机械、汽车、家电、轻工、电子等行业,可用于盛放食品,清洁方便,零件周转便捷、堆放整齐,便于管理。其合理的设计,优良的品质,适用于工厂物流中的运输、配送、储存、流通加工等环节。
在物流管理越来越被广大企业重视的今天,周转箱帮助完成物流容器的通用化、一体化管理,是生产及流通企业进行现代化物流管理的必备品。
塑料周转箱环保美观可重叠,长期周转重复使用。


